雙螺桿擠出機螺紋套的操作要點:
1、每次套螺紋前應(yīng)將板牙排屑槽內(nèi)及螺紋內(nèi)的切屑清除干凈����;
2、套螺紋前要檢查圓桿直徑大小和端部倒角��;
3����、在鋼制圓桿上螺紋套時要加機油潤滑。
4�����、套螺紋時���,板牙端面應(yīng)與圓桿垂直��,操作時用力要均勻�����。開始轉(zhuǎn)動板牙時��,要稍加壓力�,可只轉(zhuǎn)動而不加壓,并經(jīng)常反轉(zhuǎn)���,以便斷屑�����。
5�����、套螺紋時切削扭矩很大�,易損壞圓桿的已加工面��,所以應(yīng)使用硬木制的V型槽襯墊或用厚銅板作保護片來夾持工件�����。工件伸出鉗口的長度����,在不影響螺紋要求長度的前提下,應(yīng)盡量短��。
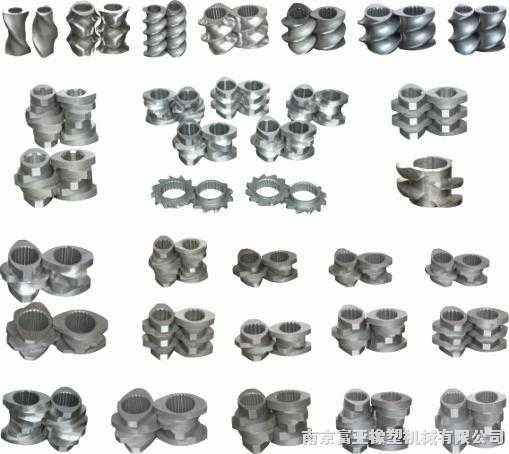
雙螺桿擠出機螺紋套組合的兩點原則:
螺紋導(dǎo)程在加料口處應(yīng)該較大��,此后逐漸減小���。同向雙螺桿的螺槽深度不變化�����,導(dǎo)程逐漸變小�����,使螺槽容積變小����,起到對物料的壓縮作用����。在排氣口后應(yīng)該設(shè)有阻力元件,如捏合塊或反向螺紋元件��,然后在排氣口處設(shè)大導(dǎo)程螺紋元件,從這里到機頭�����,導(dǎo)程在逐漸減小�����,即以排氣口為界��,前后兩段的導(dǎo)程總體上為從大到小�。在有較多捏合塊的地方,如混煉段�,要間隔一段距離配置螺紋元件以加強輸送能力。
物料熔融所需要熱量來自外部加熱和剪切熱��,在適當(dāng)?shù)牡胤脚渲媚蠛蠅K來加強剪切以促進熔融��,可取得很好的效果�。在一定的區(qū)域內(nèi)調(diào)整捏合塊的位置,可以控制熔融的結(jié)束點���。該捏合塊過于靠近加料口�����,則會導(dǎo)致堵料和螺桿所受扭距增大的后果�����,這是必須避免的���。